








- అల్ట్రాసోనిక్ హార్న్
- అల్ట్రాసోనిక్ ప్లాస్టిక్ వెల్డింగ్ యంత్రం
- అల్ట్రాసోనిక్ మెటల్ వెల్డింగ్ మెషిన్
- అల్ట్రాసోనిక్ కుట్టు యంత్రం
- అల్ట్రాసోనిక్ కటింగ్ పరికరం
- అల్ట్రాసోనిక్ హోమోజెనైజర్
- అల్ట్రాసోనిక్ జనరేటర్
- అల్ట్రాసోనిక్ ట్రాన్స్డ్యూసర్
- అల్ట్రాసోనిక్ స్పాట్ వెల్డింగ్, చేతితో వెల్డింగ్
- అల్ట్రాసోనిక్ హోస్ సీలింగ్ మెషిన్
- అల్ట్రాసోనిక్ టర్న్టేబుల్ యంత్రం
- నీటి అవుట్లెట్ యంత్రం
- ఫ్లాంజ్









01 समानिक समानी 01




అల్ట్రాసోనిక్ వెల్డింగ్ మోల్డ్లను (వెల్డింగ్ హెడ్లను) ఎలా డిజైన్ చేయాలి
కీలక డిజైన్ వివరాలు
అల్ట్రాసోనిక్ వెల్డింగ్ మోల్డ్ (వెల్డింగ్ హెడ్) శక్తి బదిలీకి కేంద్రం. దీని రూపకల్పన మూడు ప్రధాన అంశాల చుట్టూ తిరుగుతుంది: ధ్వని అనుకూలత, నిర్మాణ అనుసరణ, మరియు పదార్థ ప్రాసెసింగ్. ఈ కారకాలు వెల్డింగ్ నాణ్యతను మరియు పరికరాల స్థిరత్వాన్ని నేరుగా నిర్ధారిస్తాయి. ముఖ్యమైన అంశాలు ఈ క్రింది విధంగా ఉన్నాయి:
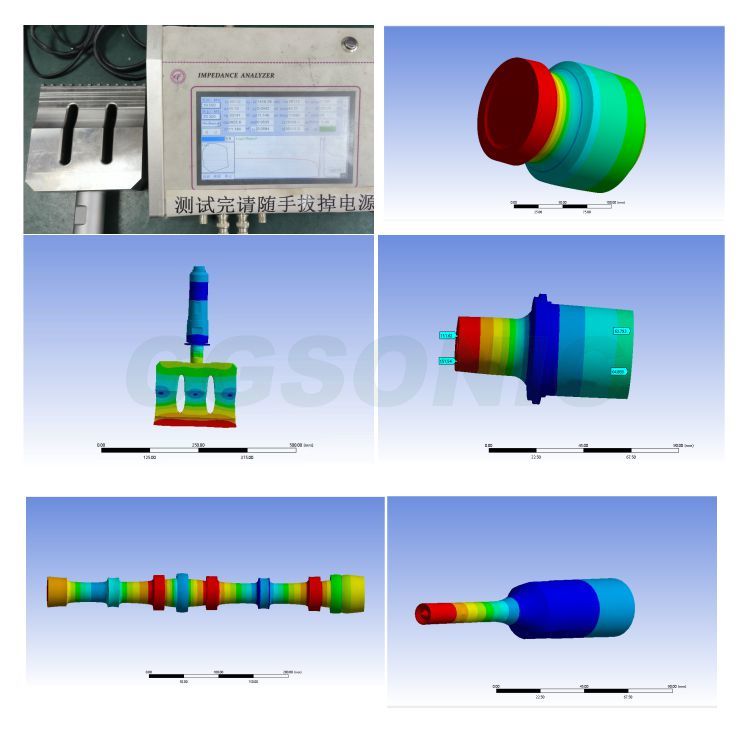
I. ధ్వని పనితీరు సరిపోలిక (ప్రధాన పూర్వావశ్యకం)
శక్తి నష్టాన్ని మరియు పరికరాల నష్టాన్ని నివారించడానికి, వెల్డింగ్ హెడ్ ఒక రెసోనేటర్గా పనిచేయాలి మరియు పరికరాల ఫ్రీక్వెన్సీకి ఖచ్చితంగా సరిపోలాలి. ఏకరీతి వ్యాప్తి పంపిణీని నిర్ధారించడానికి మరియు ఒత్తిడి కేంద్రీకరణను తొలగించడానికి, ధ్వని అనుకరణ ద్వారా కంపన రీతులు ఆప్టిమైజ్ చేయబడతాయి. వెల్డింగ్ సామర్థ్యం మరియు అచ్చు జీవితాన్ని సమతుల్యం చేయడానికి వ్యాప్తి విస్తరణ నిష్పత్తిని నియంత్రిస్తూ, వెల్డింగ్ పదార్థం యొక్క కాఠిన్యానికి అనుగుణంగా వ్యాప్తిని హేతుబద్ధంగా సెట్ చేస్తారు.
II. వెల్డింగ్ ఉపరితలం మరియు మొత్తం నిర్మాణ రూపకల్పన
వెల్డింగ్ ఉపరితలం యొక్క రూపకల్పన శక్తి కేంద్రీకరణ మరియు ఉత్పత్తి రక్షణ మధ్య సమతుల్యతను పాటించాలి: శక్తిని కేంద్రీకరించి వెల్డింగ్ను వేగవంతం చేయడానికి శక్తి-మార్గనిర్దేశక నమూనాలను జోడించాలి; ఉత్పత్తి స్థానభ్రంశం లేదా వ్యతిరేక దిశలో ఉంచడాన్ని నివారించడానికి స్థాన నిర్ధారణ మరియు పకడ్బందీ నిర్మాణాలను ఉపయోగించాలి. వెల్డింగ్ చేయని ప్రదేశాలను ఖాళీగా ఉంచాలి, ఉత్పత్తికి నష్టం జరగకుండా మరియు అచ్చు పగుళ్లు రాకుండా నిరోధించడానికి, అంచులు చాంఫర్ చేయబడాలి లేదా గుండ్రంగా ఉండాలి. మొత్తం డిజైన్ తేలికదనం మరియు దృఢత్వం మధ్య సమతుల్యతను పాటించాలి; ముఖ్యమైనవి కాని ప్రదేశాలను బోలుగా చేయవచ్చు, మరియు పొడవాటి హ్యాండిల్ ఉన్న అచ్చులు ఆకారం మారిపోకుండా నిరోధించడానికి బలపరిచే పక్కటెముకలను కలిగి ఉండాలి.
III. పదార్థ ఎంపిక మరియు ప్రాసెసింగ్
పదార్థాలు ధ్వని పనితీరు, బలం మరియు అరుగుదల నిరోధకత మధ్య సమతుల్యతను పాటించాలి: టైటానియం మిశ్రమాలు అధిక కచ్చితత్వం, అధిక పరిమాణ అనువర్తనాలకు అనుకూలంగా ఉంటాయి; అల్యూమినియం మిశ్రమాలు అధిక వ్యయ-సామర్థ్యాన్ని అందిస్తాయి మరియు చిన్న నుండి మధ్యస్థ పరిమాణ ఉత్పత్తికి అనుకూలంగా ఉంటాయి; గట్టి పదార్థాలను మరియు గ్లాస్ ఫైబర్ కలిగిన వాటిని వెల్డింగ్ చేయడానికి టూల్ స్టీల్ ఉపయోగించబడుతుంది. అచ్చు యొక్క అరుగుదల నిరోధకత మరియు సేవా జీవితాన్ని మెరుగుపరచడానికి, పదార్థ లక్షణాల ఆధారంగా తగిన ఉష్ణ చికిత్సలు లేదా ఉపరితల చికిత్సలు వర్తింపజేయబడతాయి.
IV. అనుసంధానం మరియు ధృవీకరణ కీలక అంశాలు
కేంద్రీయత మరియు శక్తి బదిలీ సామర్థ్యాన్ని నిర్ధారించడానికి, ఆంప్లిట్యూడ్ ట్రాన్స్ఫార్మర్తో అనుసంధాన ఉపరితలం ఖచ్చితంగా సరిపోవాలి. డిజైన్ పూర్తయిన తర్వాత, వెల్డ్ నాణ్యత మరియు అచ్చు స్థిరత్వం ప్రమాణాలకు అనుగుణంగా ఉన్నాయని ధృవీకరించడానికి సిమ్యులేషన్, ట్రయల్ వెల్డింగ్ పరీక్షలు మరియు లైఫ్ టెస్ట్లు నిర్వహిస్తారు. ఉత్పత్తి అనుకూలతను మెరుగుపరచడానికి మరియు ఖర్చులను తగ్గించడానికి మాడ్యులర్ డిజైన్ను అవలంబించవచ్చు.